




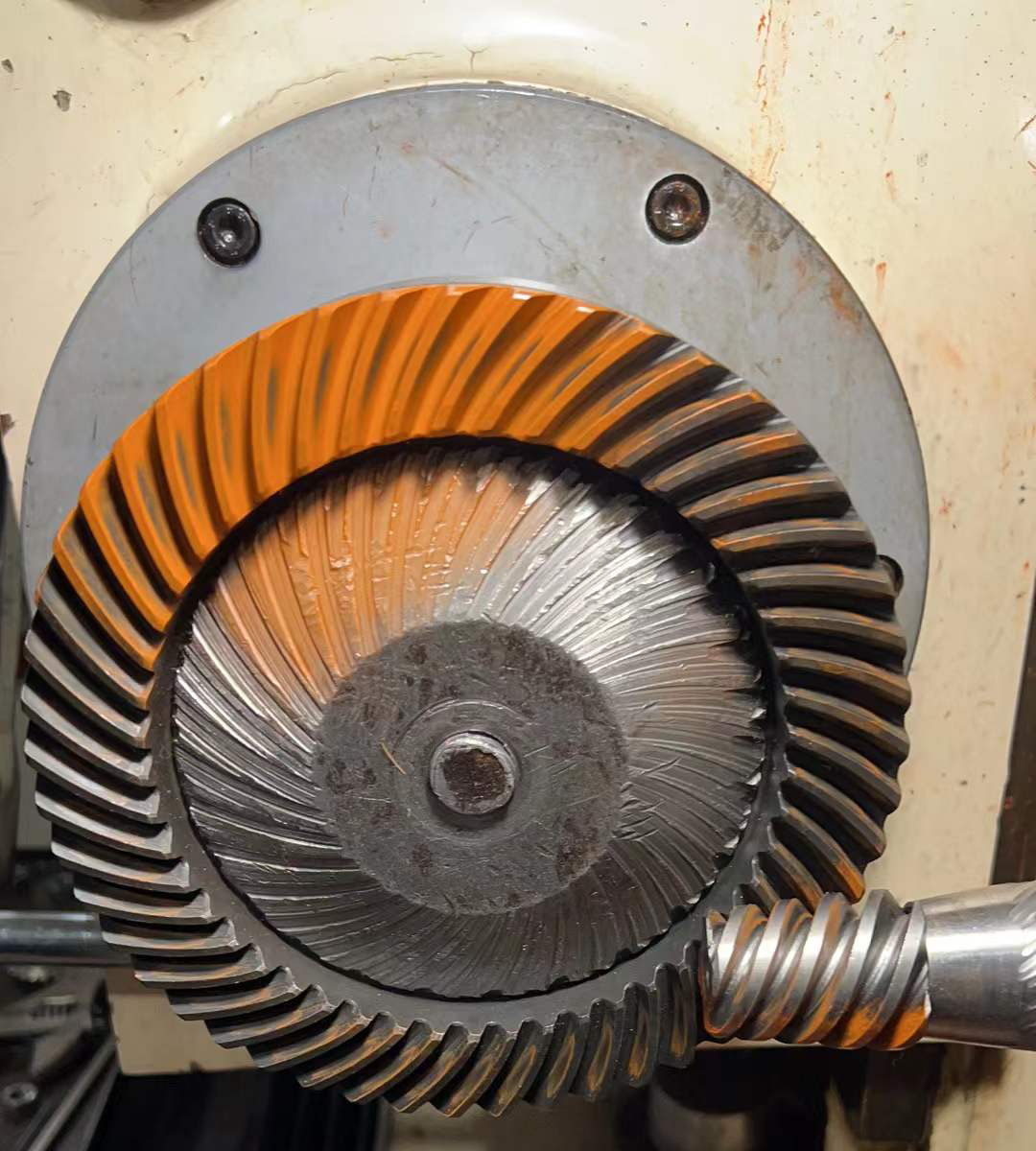
Тісті берілістердің көптеген түрлері бар, соның ішінде түзу цилиндрлік тісті берілістер, спиральды цилиндрлік тісті берілістер, конус тәрізді тісті берілістер және бүгін біз таныстыратын гипоидты тісті берілістер.
1) Гипоидты берілістердің сипаттамалары
Біріншіден, гипоидты берілістің білік бұрышы 90°, ал айналу моменті бағытын 90°-қа өзгертуге болады. Бұл сондай-ақ автомобиль, ұшақ немесе жел энергетикасы өнеркәсібінде жиі қажет болатын бұрышты түрлендіру. Сонымен қатар, айналу моментін арттыру және жылдамдықты төмендету функциясын тексеру үшін әртүрлі өлшемдегі және әртүрлі тістер саны бар берілістер тормен біріктіріледі, бұл әдетте «айналдыру моменті жылдамдығының артуы және кемуі» деп аталады. Егер сіз көлік жүргізген досыңыз, әсіресе жүргізуді үйрену кезінде механикалық беріліс қорабы бар көлік жүргізген кезде, төбеге шыққан кезде нұсқаушы сізге төмен беріліске өтуге рұқсат береді, шын мәнінде, бұл төмен жылдамдықта қамтамасыз етілетін салыстырмалы түрде үлкен жылдамдықтағы берілістер жұбын таңдау. Көбірек айналу моменті, осылайша көлікке көбірек қуат береді.
Гипоидты берілістердің ерекшеліктері қандай?
Беріліс моментінің бұрышындағы өзгерістер
Жоғарыда айтылғандай, айналу моментінің бұрыштық өзгерісін жүзеге асыруға болады.
Үлкен жүктемелерге төтеп бере алады
Жел энергетикасы саласында автомобиль өнеркәсібі, жеңіл автомобильдер, жол талғамайтын көліктер немесе пикаптар, жүк көліктері, автобустар және т.б. сияқты коммерциялық көліктер болсын, көбірек қуат беру үшін осы түрді пайдаланады.
Беріліс қорабы тұрақтырақ, шуы аз
Тістерінің сол және оң жақтарының қысым бұрыштары сәйкес келмеуі мүмкін, ал тісті доңғалақ торының сырғанау бағыты тіс ені мен тіс профилінің бағыты бойынша болады, ал дизайн мен технология арқылы тісті доңғалақ торының жақсырақ орналасуына қол жеткізуге болады, осылайша бүкіл беріліс қорабы жүктеме астында болады. Келесісі NVH өнімділігінде әлі де тамаша.
Реттелетін офсеттік қашықтық
Ауысу қашықтығының әртүрлі дизайнына байланысты оны кеңістікті жобалаудың әртүрлі талаптарын қанағаттандыру үшін пайдалануға болады. Мысалы, автомобиль жағдайында ол көліктің жерден саңылау талаптарын қанағаттандырып, көліктің өту қабілетін жақсарта алады.
2) Гипоидты берілістерді өңдеудің екі әдісі
Квази-екі жақты беріліс Gleason Work 1925 жылы енгізілді және көптеген жылдар бойы әзірленіп келеді. Қазіргі уақытта өңдеуге болатын көптеген отандық жабдықтар бар, бірақ салыстырмалы түрде жоғары дәлдіктегі және жоғары сапалы өңдеу негізінен шетелдік Gleason және Oerlikon жабдықтарымен жасалады. Өңдеу тұрғысынан екі негізгі беріліс тегістеу процесі және тегістеу процесі бар, бірақ беріліс кесу процесіне қойылатын талаптар әртүрлі. Беріліс тегістеу процесі үшін беріліс кесу процесінде беттік фрезерлеуді, ал тегістеу процесінде беттік фрезерлеуді пайдалану ұсынылады.
Беттік фрезерлеу түрімен өңделген берілістер конус тәрізді тістер болып табылады, ал беттік домалау түрімен өңделген берілістер бірдей биіктіктегі тістер болып табылады, яғни үлкен және кіші ұштардағы тістердің биіктігі бірдей.
Әдеттегі өңдеу процесі шамамен алдын ала қыздыру, термиялық өңдеуден кейін және содан кейін әрлеу болып табылады. Беттік плита түрі үшін оны қыздырғаннан кейін тегістеу және сәйкестендіру қажет. Жалпы алғанда, кейінірек жиналған кезде де жұп берілістерді тегістеу керек. Дегенмен, теория жүзінде берілістерді тегістеу технологиясы бар берілістерді сәйкестендірусіз пайдалануға болады. Дегенмен, нақты жұмыс кезінде, құрастыру қателіктері мен жүйенің деформациясының әсерін ескере отырып, сәйкестендіру режимі әлі де қолданылады.
3) Үштік гипоидты жобалау және әзірлеу, әсіресе жұмыс жағдайларында немесе беріліс қорабының беріктігі, шуы, беріліс тиімділігі, салмағы мен өлшемі талап етілетін жоғары талаптары бар жоғары сапалы өнімдерде күрделірек. Сондықтан, жобалау кезеңінде итерация арқылы тепе-теңдікті табу үшін әдетте бірнеше факторларды біріктіру қажет. Әзірлеу процесінде өлшемдік тізбектің жиналуына, жүйенің деформациясына және басқа факторларға байланысты нақты жағдайларда мінсіз өнімділік деңгейіне жетуге болатынына көз жеткізу үшін, әдетте, құрастырудың рұқсат етілген ауытқу диапазонында тіс ізін реттеу қажет.
Жарияланған уақыты: 2022 жылғы 12 мамыр